Как способ неразъемного соединения металлов пайка известна с давних пор. Паяными металлическими изделиями пользовались в Вавилоне, Древнем Египте, Риме и Греции. Удивительно, но за тысячелетия, прошедшие с тех пор, технология пайки изменилась не так сильно, как этого можно было бы ожидать.
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие:
Т1<Т2<Т3<Т4,
где:
Т1 — температура, при которой паяное соединение работает;
Т2 — температура плавления припоя;
Т3 — температура нагрева при пайке;
Т4 — температура плавления соединяемых деталей.
Отличия пайки от сварки
Паяное соединение по своему виду напоминает сварное, однако по своей сути пайка металлов радикально отличается от сварки. Основное отличие состоит в том, что основной металл не расплавляется, как при сварке, а лишь нагревается до определенной температуры, значение которой никогда не достигает температуры его плавления. Из этого основного различия вытекают все остальные.
Отсутствие расплавления основного металла делает возможным соединение пайкой деталей самых маленьких размеров, а также многократное разъединение и соединение спаянных деталей без нарушения их целостности.
Из-за того, что основной металл не расплавляется, его структура и механические свойства остаются неизменными, отсутствует деформация паяемых деталей, выдерживаются формы и размеры получаемого изделия.
Пайка позволяет соединять металлы (и даже неметаллы) в любом сочетании друг с другом.
При всех своих достоинствах пайка все же уступает сварке по прочности и надежности соединения. Из-за низкой механической прочности мягкого припоя, низкотемпературная пайка встык является непрочной, поэтому для достижения необходимой прочности детали необходимо соединять с перекрытием.
В наше время среди различных способов создания неразъемных деталей, пайка занимает второе место после сварки, а в некоторых областях ее позиции являются главенствующими. Трудно себе представить современную IT-промышленность без этого компактного, чистого и прочного способа соединения элементов электронных схем. Применение пайки широко и многообразно. Ею соединяют медные трубы в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии.
Применение пайки широко и многообразно. Ею соединяют медные трубы в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии.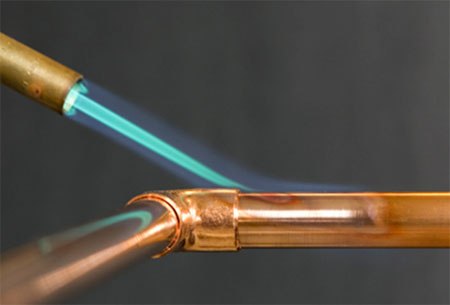
 Широко используется пайка и в домашних условиях. Ею можно соединять между собой детали из различных металлов, уплотнять резьбовые соединения, устранять пористость поверхностей, обеспечивать плотную посадку втулки разболтавшегося подшипника. Везде, где использование сварки, болтов, заклепок или обычного клея по каким-либо причинам невозможно, затруднительно или нецелесообразно, пайка, сделанная даже своими руками, оказывается спасительным выходом из ситуации.
Широко используется пайка и в домашних условиях. Ею можно соединять между собой детали из различных металлов, уплотнять резьбовые соединения, устранять пористость поверхностей, обеспечивать плотную посадку втулки разболтавшегося подшипника. Везде, где использование сварки, болтов, заклепок или обычного клея по каким-либо причинам невозможно, затруднительно или нецелесообразно, пайка, сделанная даже своими руками, оказывается спасительным выходом из ситуации.
Виды пайки
Классификация пайки носит довольно сложный характер из-за большого числа классифицируемых параметров. Согласно технологической классификации по ГОСТ 17349-79 пайка металлов подразделяется: по способу получения припоя, по характеру заполнения припоем зазора, по типу кристаллизации шва, по способу удаления оксидной пленки, по источнику нагрева, по наличию или отсутствию давления в стыке, по одновременности выполнения соединений.
Одной из основных является классификация пайки по температуре плавления используемого припоя. В зависимости от этого параметра пайку подразделяют на низкотемпературную (используются припои с температурой плавления до 450°C) и высокотемпературную (температура плавления припоев выше 450°C).
Низкотемпературная пайка более экономична и проста в исполнении, чем высокотемпературная. Ее преимуществом является возможность применения на миниатюрных деталях и тонких пленках. Хорошая тепло- и электропроводность припоев, простота выполнения процесса пайки, возможность соединения разнородных материалов обеспечивают низкотемпературной пайке ведущую роль при создании изделий в электронике и микроэлектронике.
К преимуществам высокотемпературной пайки относится возможность изготовления соединений, выдерживающих большую нагрузку, в том числе и ударную, а также получение вакуумно-плотных и герметичных соединений, работающих в условиях высоких давлений. Основными способами нагрева при высокотемпературной пайке, в единичном и мелкосерийном производстве, является нагрев газовыми горелками, индукционными токами средней и высокой частоты.
Композиционная пайка применяется при пайке изделий, имеющих некапиллярные или неравномерные зазоры. Она осуществляется с использованием композиционных припоев, состоящих из наполнителя и легкоплавкой составляющей. Наполнитель имеет температуру плавления выше температуры пайки, поэтому он не расплавляется, а лишь заполняет собой зазоры между паяемыми изделиями, служа средой распространения легкоплавкой составляющей.
По характеру получения припоя различают следующие виды пайки.
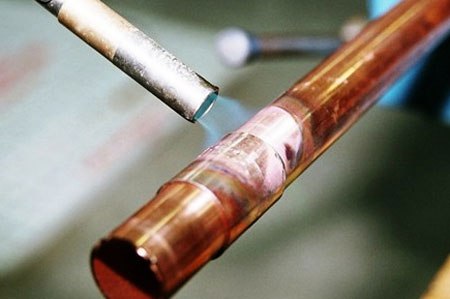
Пайка готовым припоем — самый распространенный вид пайки. Готовый припой расплавляется нагревом, заполняет зазор между соединяемыми деталями и удерживается в нем благодаря капиллярным силам. Последние играют очень важную роль в технологии пайки. Они заставляют расплавленный припой проникать в самые узкие щели соединения, обеспечивая его прочность.
Реакционно-флюсовая пайка, характеризующаяся протеканием реакции вытеснения между основным металлом и флюсом, в результате которой образуется припой. Наиболее известная реакция при реакционно-флюсовой пайке: 3ZnCl2 (флюс) + 2Al (соединяемый металл) = 2AlCl3 + Zn (припой).
Чтобы паять металл, кроме подготовленных соответствующим образом паяемых изделий необходимо иметь источник тепла, припой и флюс.
Источники тепла
Существует множество способов нагрева паяемых деталей. К самым распространенным и наиболее подходящим для пайки в домашних условиях относится нагрев паяльником, горелкой с открытым пламенем и строительным феном. Нагрев паяльником осуществляют при низкотемпературной пайке.
Паяльник нагревает металл и припой за счет тепловой энергии, аккумулированной в массе его металлического наконечника. Кончик паяльника прижимается к металлу, в результате чего происходит нагрев последнего и расплавление припоя. Паяльник может быть не только электрическим, но и газовым.
Газовые горелки — наиболее универсальный вид нагревательного оборудования. К этой категории можно отнести и паяльные лампы, заправляемые бензином или керосином (в зависимости от типа паяльной лампы). В качестве горючих газов и жидкостей в горелках может использоваться ацетилен, пропан-бутановая смесь, метан, бензин, керосин и пр. Газовая пайка может быть как низкотемпературной (при паянии массивных деталей), так и высокотемпературной. Существуют и другие способы нагрева при пайке:
Существуют и другие способы нагрева при пайке:
Пайка индукционными нагревателями, которая активно используется для припаивания твердосплавных резцов режущего инструмента. При индукционной пайке паяемые детали или их части нагреваются в катушке-индукторе, через которую пропускается ток. Преимуществом индукционной пайки является возможность быстрого нагрева толстостенных деталей.
Пайка в различных печах. Пайка электросопротивлением, при которой детали нагреваются теплотой, выделяющейся вследствие прохождения электротока через паяемые изделия, являющиеся частью электрической цепи.
Пайка погружением, выполняющаяся в расплавленных припоях и солях. Прочие виды пайки: дуговая, лучами, электролитная, экзотермическая, штампами и нагревательными матами.
Припои
В качестве припоев используются как чистые металлы, так и их сплавы. Чтобы припой мог хорошо исполнять свое предназначение, он должен обладать целым рядом качеств.
Смачиваемость. Прежде всего, припой должен обладать хорошей смачиваемостью по отношению к соединяемым деталям. Без этого будет просто отсутствовать контакт между ним и паяемыми деталями.
В физическом смысле смачивание подразумевает явление, при котором прочность связи между частицами твердого вещества и смачивающей его жидкости оказывается выше, чем между частицами самой жидкости. При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности.
Если припой не смачивает основной металл, пайка невозможна. В качестве такого примера можно привести чистый свинец, который плохо смачивает медь и не может поэтому служить припоем для неё.
Температура плавления. Припой должен иметь температуру плавления ниже температуры плавления соединяемых деталей, но выше той, при которой соединение будет работать. Температура плавления характеризуется двумя точками — температурой солидуса (температура, при которой плавится самый легкоплавкий компонент) и температурой ликвидуса (наименьшим значением, при которой припой становится полностью жидким).
Разница между температурами ликвидуса и солидуса называется интервалом кристаллизации. Когда температура соединения находится в интервале кристаллизации, даже незначительные механические воздействия приводят к нарушениям кристаллической структуры припоя, в результате чего может возникнуть его хрупкость и возрасти электрическое сопротивление. Поэтому необходимо соблюдать очень важное правило пайки — не подвергать соединение никакой нагрузке до полного окончания кристаллизации припоя.
Кроме хорошей смачиваемости и необходимой температуры плавления, припой должен обладать еще рядом свойства:
- Содержание токсичных металлов (свинца, кадмия) не должно превышать установленных значений для определенных изделий.
- Должна отсутствовать несовместимость припоя с соединяемыми металлами, которая может привести к образованию хрупких интерметаллических соединений.
- Припой должен обладать термостабильностью (сохранением прочности паяного соединения при изменении температуры), электростабильностью (неизменностью электрических характеристик при токовых, тепловых и механических нагрузках), коррозионной стойкостью.
- Коэффициент теплового расширения (КТР) не должен сильно отличаться от КТР соединяемых металлов.
Коэффициент теплопроводности должен соответствовать характеру эксплуатации паяного изделия.
В зависимости от температуры плавления припои подразделяют на легкоплавкие (мягкие) с температурой плавления до 450°С и тугоплавкие (твердые) с температурой плавления выше 450°С. 
Легкоплавкие припои. Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые, состоящие из олова и свинца в различном соотношении. Для придания определенных свойств в них могут вводиться другие элементы, например, висмут и кадмий для понижения температуры плавления, сурьма для увеличения прочности шва и т.д.
Оловянно-свинцовые припои имеют низкую температуру плавления и относительно невысокую прочность. Их не следует применять для соединения деталей, испытывающих значительную нагрузку или работающих при температуре выше 100°С. Если все же приходится применять пайку мягкими припоями для соединений, работающих под нагрузкой, нужно увеличивать площадь соприкосновения деталей.
К наиболее широко используемым относятся оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90, имеющие температуру плавления примерно 190-280°С (из них самый тугоплавкий — ПОС-18, самый легкоплавкий — ПОС-61). Цифры означают процентное содержание олова. Кроме основных металлов (Sn и Pb) припои ПОС содержат также небольшое количество примесей. В приборостроении ими паяют электросхемы, соединяют провода. В домашних условиях с их помощью соединяют самые различные детали.