Особенность представленного в статье трансформаторного сварочного аппарата постоянного тока — электронная регулировка сварочного тока с помощью управляемого тринисторного выпрямителя. При соответствующей мощности питающей электросети аппарат пригоден для сварки покрытыми электродами диаметром до 4 мм.
Аппарат для сварки изделий из чёрных металлов весьма полезен в домашней мастерской. В продаже имеется много таких аппаратов, но они довольно дороги. Дешёвые же обеспечивают только переменный сварочный ток, что ухудшает качество сварки. Регулируют сварочный ток таких аппаратов перемещением обмоток трансформатора или переключением их секций, а это снижает срок службы аппарата и оперативность работы с ним. Предлагаемый сварочный аппарат лишён этих недостатков.
Especificaciones básicas
- Напряжение питания, В……..230
- Потребляемый ток, А……..24
- Пределы регулирования сварочного тока, А……..40 – 160
- Напряжение холостого хода, В……..80
- Продолжительность нагрузки, %……..60
Potencia motriz de la máquina se muestra en la рис. 1. Его основой служит трансформатор Т1, имеющий две вторичные обмотки. Четыре секции обмотки III и тринисторы VS1 и VS2 образуют управляемый двухполупериодный выпрямитель. По сравнению с мостовым он обладает более высоким КПД, требует меньшего сечения провода вторичной обмотки и содержит меньше выпрямительных элементов (тринисторов).

Fig. 1
Регулируют и стабилизируют сварочный ток изменением угла задержки включения тринисторов. На выходе выпрямителя имеется дроссель L2, обеспечивающий устойчивое горение дуги и облегчающий её зажигание [1].
На диодном мосте VD1 собран выпрямитель для подпитки дуги. Его выходное напряжение — около 80 В. Необходимость в нём вызвана следующими причинами: во-первых, при больших углах задержки открывания тринисторов основного выпрямителя дуга горит очень неустойчиво, а во-вторых, для облегчения её зажигания к электродам необходимо подвести максимально возможное напряжение. Однако, согласно требованиям [2], оно не должно превышать 80 В. На выходе вспомогательного выпрямителя также имеется дроссель L1. Резистор R2 ограничивает ток этого выпрямителя примерно до 7 А (при горящей дуге). В случае “залипания” электрода ток увеличивается до 12 А.
Охлаждение аппарата — принудительное, посредством вентилятора М1. Как показывает практика, тринисторы нагреваются не очень сильно и без вентилятора, но его применение позволяет увеличить относительную продолжительность работы под нагрузкой (ПН) и облегчить тепловой режим аппарата, что благоприятно сказывается на его надёжности.
Блок управления А1 формирует сигналы управления тринисторами и обеспечивает стабилизацию сварочного тока, датчиком которого служит трансформатор тока ТЗ. По сути, блок представляет собой фазоимпульсный регулятор с обратной связью по току нагрузки. К его достоинствам можно отнести отсутствие гальванической связи с тринисторами выпрямителя, а также то, что формируемые им импульсы поступают на управляющий электрод каждого тринистора только при положительном относительно катода напряжении на его аноде. Следует оговориться, что последнее свойство блока управления использовано лишь частично из-за наличия дополнительного выпрямителя подпитки дуги. Питается блок управления от трансформатора Т2.
El A1 circuito se muestra en el bloque рис. 2. На транзисторах A1.VT1 и A1. VT2 выполнен узел синхронизации с сетевым переменным напряжением, причём каждый из транзисторов открывается только в “своём” полупериоде. Импульсы с коллекторов транзисторов управляют генератором пилообразного напряжения на логических элементах A1.DD2.1 и A1.DD2.2, включённых параллельно для увеличения нагрузочной способности. На границе полуперио- дов, когда мгновенное значение напряжения в сети близко к нулю, оба транзистора закрыты, а напряжение на выходах элементов A1.DD2.1 и A1.DD2.2 имеет низкий логический уровень. Конденсатор А1.С7 разряжается через открывшийся диод А1 .VD11. С началом очередного полупериода открывается транзистор А1 VT1 (или A1 .VT2) и начинается зарядка конденсатора А1.С7 током, текущим через резисторы A1.R12 и A1.R13.
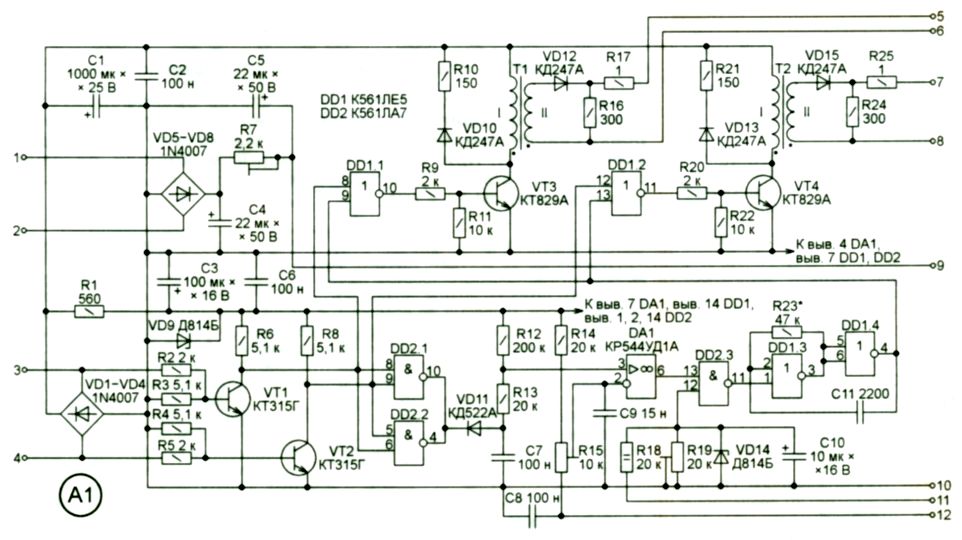
Fig. 2
Полученное пилообразное напряжение подано на неинвертирующий вход ОУ A1.DA1, служащего компаратором напряжения. На его инвертирующий вход поступает образцовое напряжение Uобр с подстроенного резистора A1 R15. В каждом полупериоде, как только напряжение на неинвертирующем входе ОУ A1 DA1 превысит Uобр, на его выходе появляется импульс высокого логического уровня. Запаздывание нарастающего перепада этого импульса относительно начала полупериода зависит от напряжения Uобр, а спадающий перепад привязан к моменту перехода напряжения сети через ноль. Изменяя образцовое напряжение, можно регулировать длительность открытого состояния тринисторов, а следовательно, и мощность в нагрузке.
Пропорциональное сварочному току напряжение обратной связи на резисторе R1 выпрямляет диодный мост A1.VD5-A1.VD8. Выпрямленное напряжение поступает на переменный резистор R3, служащий регулятором этого тока. Подстроечным резистором A1 .R15 устанавливают минимальное значение напряжения срабатывания компаратора, когда движок переменного резистора R3 находится в положении, соответствующем максимальному сварочному току.
Пока сварочный аппарат работает в режиме холостого хода, напряжение на переменном резисторе R3 равно нулю. Образцовое напряжение на инвертирующем входе ОУ A1 DA1 минимально, а на его выходе установлен высокий логический уровень. Длительность открытого состояния тринисторов в этом режиме максимальна, и они работают как обычные диоды.
При зажигании дуги напряжение на инвертирующем входе ОУ A1.DA1 увеличивается. На его выходе появляются импульсы высокого уровня, длительность которых тем меньше, чем больше сварочный ток. Это ведёт к уменьшению длительности открытого состояния тринисторов и среднего сварочного тока. Нетрудно заметить, что когда сварочный ток установлен максимальным (движок резистора R3 в крайнем правом по схеме положении), обратная связь на работу регулятора не влияет. В этом режиме, как и при холостом ходе, тринисторы работают как диоды, а максимальный сварочный ток зависит лишь от параметров трансформатора Т1.
С выхода ОУ A1 DA1 сигнал поступает на узел контроля дуги, построенный на логическом элементе A1.DD2.3. Назначение этого узла — блокировка работы регулятора при “залипании” сварочного электрода. Для аппарата это практически режим короткого замыкания. На вывод 12 элемента A1.DD2.3 подано напряжение с делителя A1 R18, A1.R19, которое стабилитрон A1.VD14 ограничивает до безопасного для микросхемы значения (около 9 В). Пока нагрузка аппарата — сварочная дуга, напряжение на выводе 12 элемента A1 DD2.3 соответствует высокому логическому уровню, поэтому уровень напряжения на выходе этого элемента инвертирован относительно установленного на выходе ОУ A1 DA1. Когда на выходе ОУ высокий уровень, низкий уровень с выхода элемента A1.DD2.3 разрешает работу генератора импульсов частотой около 5 кГц на элементах A1 DD1.3 и A1 DD1.4.
При “залипании” электрода напряжение на выходе аппарата резко падает. На выходе элемента A1.DD2.3 уровень становится высоким, запрещая работу генератора. Подача открывающих импульсов на тринисторы прекращается. В таком состоянии аппарат будет находиться до тех пор, пока не будет устранено короткое замыкание Подстроечным резистором A1.R19 устанавливают напряжение срабатывания узла контроля дуги.
Этот узел можно использовать и для управления сварочным аппаратом с помощью кнопки (1). Чтобы реализовать эту возможность, следует разорвать цепь вывода 11 блока управления в точке А (см. рис. 1) и установить в разрыв кнопку с нормально разомкнутыми контактами Тогда управляемый выпрямитель станет работать только при удержании этой кнопки нажатой, а блокировка аппарата при “залипании” электрода сохранится.
Пачки импульсов с выхода генератора, а также импульсы с коллекторов транзисторов A1.VT1 и A1.VT2 поступают на логические элементы ИЛИ-НЕ A1.DD1.1 и A1.DD1.2. Высокий уровень появляется на выходе того элемента, на обоих входах которого уровень низкий.
De рис. 3 представлены эпюры напряжения в различных точках схемы блока управления, а также на выходе аппарата (под нагрузкой).
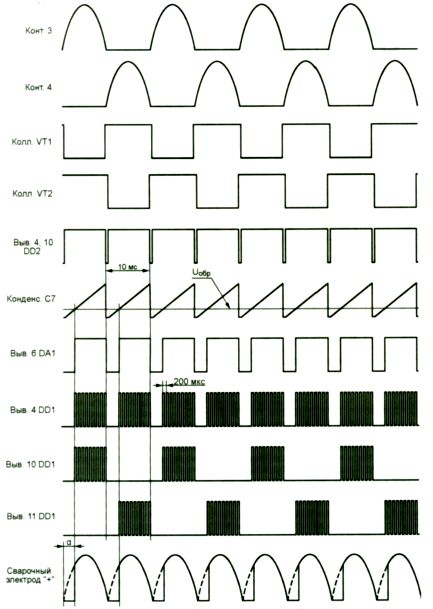
Fig. 3
Выходные сигналы элементов А1.DD1.1 и А1.DD1.2 усиливают транзисторы A1.VT3 и A1.VT4, нагруженные первичными обмотками разделительных трансформаторов А1.Т1 и А1.Т2. Для защиты транзисторов от ЭДС самоиндукции первичные обмотки трансформаторов зашунтированы диоднорезистивными цепями A1 R10, A1.VD10 и A1.R21, A1.VD13.
Блок управления собран на печатной плате, изготовленной из фольгированного стеклотекстолита в соответствии с чертежом на рис. 4. В нём применены постоянные резисторы МЯТ и подстроенные резисторы СП3-38г. Конденсаторы — К73-17, оксидные — любого типа на соответствующее напряжение, например К50-35. Транзисторы КТ315Г можно заменить любыми маломощными кремниевыми транзисторами структуры n-p-n, а КТ829А – КТ972А, КТ972Б. Диоды 1N4007 заменяются на КД105В, КД247А — на КД226А. Вместо диодного моста МВ5010 допускается установить четыре отдельных диода на ток не менее 25 А, например, серии Д132. Тринисторы Т160 могут быть заменены другими, рассчитанными на ток 160 А и более, например, Т171-200, Т123-200. При замене следует учитывать конструктивные особенности тринисторов и их охлаждения.
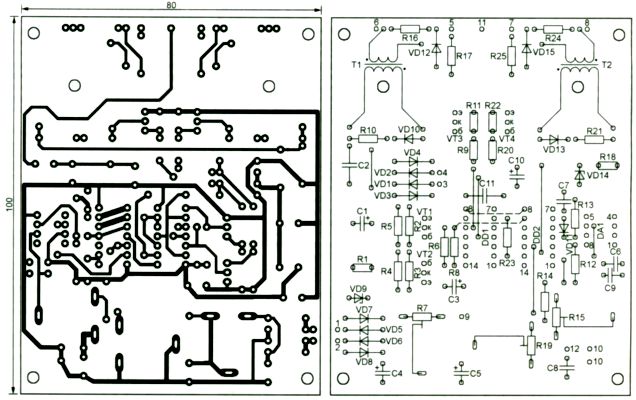
Fig. 4
Микросхемы серии К561 можно заменить их функциональными аналогами из серий К176 или КР1561, а микросхему КР544УД1А — любым ОУ с высоким входным сопротивлением.
Двигатель вентилятора — трёхфазный АВ-042-2МУЗ мощностью 40 Вт. Можно использовать вентиляторы и с другими двигателями.
Трансформатор Т1 изготовлен в соответствии с рекомендациями, изложенными в [3]. Его магнитопровод набран из П-образных пластин электротехнической горячекатаной стали толщиной 0,5 мм, собранных вперекрышку. Его размеры, форма и расположение секций обмоток показаны на рис. 5. Обмотки трансформатора — дисковые [3]. Ширина зазора между обмотками II и III значения не имеет.

Рис. 5
Обмотка I состоит из двух секций по 100 витков медного провода диаметром 3 мм. Обмотка II имеет две секции по 38 витков провода ПЭВ-2 диаметром 1,8 мм. Обмотка III разделена на четыре секции по 20 витков медной шины 2×9 мм В качестве изоляции использована лента шириной 20 мм из хлопчатобумажной ткани.
Секции каждой обмотки расположены на разных кернах магнитопровода (секции обмотки III — попарно). Их номера имеются на рис. 5. Все они бескаркасные, намотаны на деревянных оправках. Чтобы витки не расползались, их фиксируют тканевой лентой с обязательной последующей пропиткой лаком.
Трансформатор Т2 использован готовый с напряжением на обмотке II 10…12В при токе нагрузки не менее 150 мА. Трансформатор тока ТЗ намотан на половине магнитопровода ШЛ 16×20, стянутой хомутом из жести толщиной 0,2 мм. Чтобы не делать лишних соединений, в качестве его первичных обмоток (по одному витку каждая) использованы выводы обмотки III трансформатора Т1. Вторичная обмотка трансформатора ТЗ имеет 300 витков провода ПЭВ-2 диаметром 0.4 мм
Трансформаторы Т1 и Т2 блока А1 намотаны на магнитопроводах Б26 из феррита 2000НМ без немагнитного зазора. Обмотка I содержит 150 витков, а обмотка 11—100 витков провода ПЭВ-2 диаметром 0,18 мм.
Обмотка дросселя L1 намотана на магнитопроводе от трансформатора ТС-180 с немагнитным зазором 1 мм проводом ПЭВ-2 диаметром 1,8 мм до заполнения окна. Дроссель L2 намотан на магнитопроводе ШЛ32х40 с немагнитным зазором 1 мм. Его обмотка содержит 60 витков той же шины, что и обмотка III трансформатора Т1. В качестве материала немагнитных прокладок в магнитопроводы дросселей использован текстолит толщиной 0,5 мм.
Резистор R1 — импортный проволочный. Можно применить отечественные С5-35 (ПЭВ) или С5-37 мощностью 10 Вт либо соединить параллельно пять резисторов МЛТ-2 номиналом 110 Ом.
Резистор R2 изготовлен из нихромового провода диаметром 1 мм и длиной 1,7 м, намотанного на керамические трубки от диодных столбов КЦ109А, как показано на рис. 6. Был испытан вариант параллельного соединения шести резисторов ПЭВ-30 по 18 Ом. При “залипании” электродов они сильно перегреваются, но поскольку это режим кратковременный, такой перегрев можно считать допустимым. В любом случае рекомендуется поместить резистор R2 для лучшего охлаждения в поток воздуха от вентилятора.

Рис. 6
Если бесполезное рассеивание мощности на резисторе R2 нежелательно, его можно удалить из аппарата, ограничив ток вспомогательного выпрямителя согласно рекомендациям [1], с помощью батареи соединённых параллельно конденсаторов. Её включают последовательно с обмоткой II трансформатора Т1 и диодным мостом VD1. Для такой батареи пригодны конденсаторы МБГП суммарной ёмкостью 240 мкФ. Переменный резистор R3 – СП-I группы А.
Тринисторы должны быть установлены на стандартные охладители (теплоотводы). Диодный мост МВ5010 снабжают отдельным теплоотводом с эффективной охлаждающей поверхностью около 300 см2. Транзисторы КТ829А в теплоотводах не нуждаются.
Корпус аппарата может быть любым. В авторском варианте все детали аппарата размещены на раме из уголков, согнутых из листовой стали толщиной [1] мм. Кожух аппарата изготовлен из стального листа толщиной 0,8 мм. Передняя и задняя стенки кожуха выполнены из сварной проволочной сетки с ячейками размерами 10×10 мм. Металлический корпус необходимо заземлить.
Для налаживания аппарата требуются осциллограф и регулируемый источник постоянного напряжения 0…12 В, а также мультиметр. Налаживание следует начинать с тщательной проверки правильности монтажа. Убедившись в отсутствии ошибок, подайте на выводы
[1] и 4 блока А1 напряжение с обмотки II трансформатора Т2 при отключённых трансформаторе Т1 и вентиляторе. С помощью осциллографа убедитесь в наличии аналогичных изображённым на рис. 3 импульсов на коллекторах транзисторов VT1 и VT2, а также пилообразного напряжения на конденсаторе A1.С7.
Далее установите движок подстроенного резистора A1.R15 в верхнее по схеме положение, а движок переменного резистора R3 — в правое по схеме положение. При этом на выходе ОУ А1. DA1 должен быть постоянный низкий уровень или наблюдаться короткие импульсы высокого уровня. Затем, плавно перемещая движок подстроенного резистора A1 R15 вниз (по схеме), добейтесь уменьшения пауз между им пульсами вплоть до их полного исчезновения и постоянного присутствия на выходе ОУ высокого уровня.
Установите движок подстроенного резистора А1. R19 в верхнее по схеме положение. Затем подайте на вывод 11 блока А1 напряжение +8 В от дополнительного источника и, перемещая движок резистора A1.R15 вниз (по схеме), добейтесь появления на выходе элемента A1 DD2.3 низкого уровня. Пачки импульсов на выходах элементов DD1.1 и DD1.2 должны соответствовать рис. 3. Если нужно изменить частоту импульсов, следует подобрать резистор A1 R23. При уменьшении напряжения на выводе 11 блока А1 ниже 8 В генератор импульсов должен
выключаться. Далее проверьте наличие импульсов между выводами 5, 6 и между выводами 7, 8 блока А1 при подключённых управляющих цепях тринисторов VS1 и VS2.
Следующий этап налаживания — проверка работы цепей обратной связи. Движок подстроенного резистора A1.R7 переведите в левое по схеме положение, на вывод 11 блока А1 временно подайте напряжение +9 В, а на конденсатор А1.С4 — постоянное напряжение 0… 10 В от дополнительного источника. При изменении этого напряжения, а также при вращении движка переменного резистора R3 на выходе ОУ A1 DA1 должны появляться импульсы и изменяться их скважность.
Установите движок резистора R3 в крайнее правое (по схеме) положение. К выходу аппарата подключите лампу накаливания на 36 В мощностью не менее 20 Вт. Временно отключите дроссель L1 и соедините первичную обмотку трансформатора Т1 с сетью. При этом лампа должна загореться. В противном случае следует поменять местами выводы 3 и 4 блока А1. Подавая на конденсатор А1.С4 напряжение от дополнительного источника, проверьте работу регулятора тока. При увеличении напряжения на этом конденсаторе яркость свечения лампы должна уменьшаться.
Проверьте, в нужную ли сторону вращается вентилятор. Чтобы изменить направление его вращения, необходимо поменять местами любые два из трёх его выводов. Ток двигателя не должен превышать максимально допустимого значения.
Далее отключите дополнительный источник напряжения, подключите согласно схеме дроссель L1 и вывод 11 блока А1. К выходным зажимам аппарата подключите через амперметр на 200 А сварочные кабели, установите движок переменного резистора R3 в положение минимального тока и включите аппарат. Зажгите дугу и подстроечным резистором A1 R7 установите в сварочной цепи ток около 40 А. Затем, контролируя ток по амперметру, проградуируйте шкалу переменного резистора R3.
LITERATURA
- Богданов А. Электронное управление сварочным током — Радио, 2006, № 4, с. 36—38.
- ГОСТ 95-77. Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия. — URL: http://tiles.stroyinf.ru/Data1/10/10478/(24 06 15)
- Володин В. Сварочный трансформатор: расчет и изготовление — Радио, 2002. № 11, с. 35, 36; № 12, с. 38, 39.
Autor: Е. ГЕРАСИМОВ, станица Выселки Краснодарского края
Fuente: журнал Радио №10, 2015