Опубликовав статью «Сварочный аппарат с вольтодобавкой и плавной регулировкой тока» («Радио», 2014, № 11, с. 32—34), я решил заняться усовершенствованием описанного в ней аппарата. В него был добавлен проводной пульт дистанционного управления (ПДУ), конструктивно выполненный в виде коробки из пластмассы. Применение такого пульта позволило увеличить производительность труда и качество выполнения сварочных работ, а также повысить уровень их безопасности.
С помощью ПДУ сварщик может оперативно изменять сварочный ток и напряжение на электродах, а также включать и выключать сварочный аппарат. Сварочный ток можно регулировать даже во время горения дуги.
Схема усовершенствованного аппарата изображена на рисунке. Её часть, совпадающая с ранее опубликованной, отделена штрихпунктирной линией. Добавлены контакторы КМ1— КМ4 и выпрямитель на диоде VD8 для питания их обмоток. Пятипроводным гибким кабелем через разъёмы Х1 и Х2 к аппарату подключён ПДУ, содержащий переключатель SA3, в зависимости от положения которого срабатывают контакторы и изменяется сварочный ток. В пульт перенесены резисторы R5 и R6 плавной регулировки тока, ранее находившиеся в основном блоке аппарата. Выключатель SA4 позволяет разорвать цепь регулировки и этим выключить сварочный аппарат. В качестве контакторов КМ1 и КМЗ можно применить КМ-50Д-В, а в качестве КМ2 и КМ4 — КМ-400Д-В.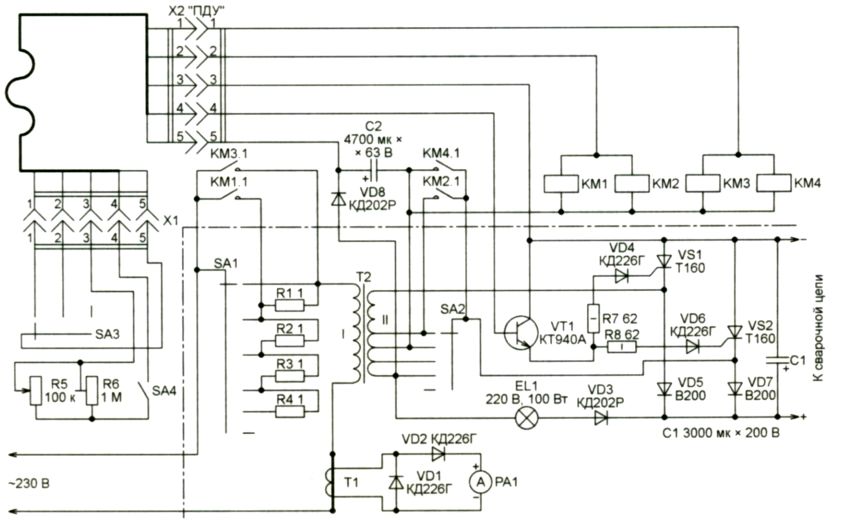
Когда переключатель SA3 находится в крайнем правом положении, обмотки всех контакторов обесточены. В этом случае сварочный ток и выходное напряжение аппарата устанавливают, как и прежде, переключателями SA1 и SA2. При этом возможна плавная регулировка сварочного тока резисторами R5 и R6. Чтобы работали контакторы К1—К4, сначала нужно перевести переключатели SA1 и SA2 в крайнее нижнее по схеме положение, а затем установить переключатель SA3 в крайнее левое или среднее по схеме положение. При этом контакты КМ 1.1—КМ4.1 соответствующим образом переключат резисторы реостата R1—R4 и выводы вторичной обмотки трансформатора Т2.
Для стабильного горения сварочной дуги необходимо, чтобы напряжение на вторичной обмотке трансформатора соответствовало значению сварочного тока. Чем меньше сварочный ток, тем большим оно должно быть. Например, при сварочном токе 150 А напряжение холостого хода на обмотке II трансформатора должно быть около 43 В, а при сварочном токе 40 А — 65 В. Если напряжение меньше необходимого, дуга горит неустойчиво. Вольтодобавка в этом случае не помогает, она служит только для зажигания дуги. Если напряжение больше необходимого, трансформатор работает с перегрузкой, кроме того, увеличена нагрузка на питающую электросеть.
Выпрямленное напряжение на конденсаторе С2 на холостом ходе должно находиться в пределах 21.. 30 В. Из-за наличия в первичной цепи реостата при зажигании дуги оно уменьшается. Поэтому лучше питать обмотки контакторов от отдельного подключённого напрямую к сети трансформатора с выпрямителем. Но большой необходимости в этом нет. Снижение напряжения на конденсаторе С2 при горении дуги сравнительно невелико, а напряжение срабатывания у контакторов намного больше, чем напряжение отпускания якоря.
Пользуются сварочным аппаратом с ПДУ следующим образом. Сначала, не подключая аппарат к электросети, поставьте переключатели SA1 и SA2 в крайнее нижнее по схеме положение, затем переведите в нужное положение переключатель SA3. Например, если он находится в крайнем левом по схеме положении, сварочный ток можно будет плавно регулировать в пределах 150…300 А. Затем выключатель SA4 следует разомкнуть и подключить сварочный аппарат к электросети.
Переведя движки переменного резистора R5 и подстроенного R6 в нижнее по схеме положение, замкните сварочную цепь (например, плотно прижмите электрод к свариваемой детали) и включите выключатель SA4. Плавно перемещайте движок подстроенного резистора R6 до появления тока в сварочной цепи. Этот момент можно определить по появлению звука, издаваемого трансформатором Т2.
Выключите выключатель SA4 и разомкните сварочную цепь. Теперь, вновь включив этот выключатель, можно приступать к сварочным работам. Перемещая движок переменного резистора R5 из одного крайнего положения в другое, можно регулировать сварочный ток в пределах 150…300 А.
Для того чтобы переключиться на другой интервал изменения сварочного тока, повторите описанные выше операции, установив переключатель SA3 в среднее по схеме положение, а движки резисторов R5 и R6 — в крайнее верхнее положение. Выполнив их, можно приступить к сварке, регулируя ток переменным резистором R5 в пределах 75…150 А.
При разомкнутых контактах выключателя SA4 напряжение в сварочной цепи отсутствует. Поэтому сварочный электрод можно класть на свариваемые детали или на землю, не опасаясь нежелательного зажигания дуги или удара электрическим током. Это значительно повышает безопасность сварочных работ.
Автор: А. СЕРГЕЕВ, г. Сасово Рязанской обл.
Источник: Радио №5/2016